
1.东营h字体型钢钢结构使用的钢材、焊接材料、涂装材料和紧固件等应具有质量证书,须符合设计要求和现行标准的规定。2.进厂的原材料,除须有生产厂的出厂质量证明书外,并应按合同要求和有关现行标准在甲方、监理的见证下,进行现场见证取样、送样、检验和验收,做好检查记录。并向甲方和监理提供检验报告。3.在加工过程中,如发现原材料有缺陷,须经检查人员、主管技术人员研究处理。4.材料代用应由制造单位事先提出附有材料证明书的申请书(技术核定单),向甲方和监理报审后,经设计单位确认后方可代用。5.严禁使用药皮脱落或焊芯生锈的焊条、受潮结块或已熔烧过的焊剂以及生锈的焊丝。用于栓钉焊的栓钉,其表面不得有影响使用的裂纹、条痕、凹痕和毛刺等缺陷。6.焊接材料应集中管理,建立专用仓库,库内要干燥,通风良好。7.定制生产厂家螺栓应在干燥通风的室内存放。高强度螺栓的入库验收,应按国家现行标准《钢结构高强度螺栓连接的设计、施工及验收规程》JGJ82的要求进行,严禁使用锈蚀、沾污、受潮、碰伤和混批的高强度螺栓。8.涂料应符合设计要求,并存放在专门的仓库内,不得使用过期、变质、结块失效的涂料。
东营h字体型钢地震是自然灾害,其自身不容易致死,但地震产生的地震波易导致传统式的混凝土结构房屋建筑大规模乱倒,因其自身混凝土重量大易产生被国工作人员救援艰难,推迟金子救护時间而产生人生道路产业链危害。虽然人力资源无法阻挡,可是我们可以防范于未然,防患于未然也是一种智谋。轻钢厂房是一种新型的结构系统软件,因其自身为密助柱承受力系统软件、重量轻的特点,有较高的抗票抗风作用,经常作为救灾安装房实行到受灾地区。定制生产厂家轻钢厂房的行为主体结构在水准力实际效果下滞回曲线具备捏拢效用。确保了抗震等级作用抵达地震9级不坍毁,因为地震的主题活动为上下和左右主题活动,行为主体与路基用小螺丝钉连在一起的轻钢结构结构构成了一个踏实的小盒子,不容易因为地震的晃动而展现墙面坍毁或混凝土楼板掉下严重危害生命安全。另外行为主体轻钢龙骨隔墙重量轻,在公平抗压强度地落实际效果下,轻钢厂房比水泥混凝土结构和一般钢结构的承受力小,即便墙面星现坍毁或混凝土楼板掉下,受困工作人员也可以历经自身能量拉开主龙骨或板墙预制构件自身脱险,不容易展现一般混凝土结构安葬没法救援的紧急时刻,从工程建筑安葬源头将军地委灾难降至低。

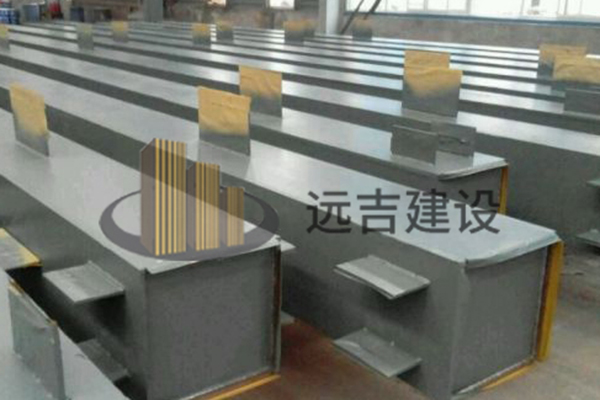
东营h字体型钢1切割、下料在切割、下料时,翼缘板尺寸宽窄不一,造成H型钢与牛腿的尺寸不一致,与牛腿联系的钢梁上下翼缘板错位约一个板厚;切割边缘有较深的切痕,板边有明显的凹陷,或有较深的锯齿印,切割粗糙度超标,拼板边缘切割不垂直度,拼接错边等超标。2组装在组装时,焊接H钢无组装胎架,造成H型钢高度尺寸有偏差,腹板偏系统;翼腹板对接后,焊缝未矫平,有明显凹凸;轻钢腹板不平整,组装前未矫正。3焊接在焊接方面,轻钢焊接H型钢翼板开料后再拼接,焊缝未安装引熄弧板,造成焊缝不饱满,边缘有凹坑未熔合等,与母材不齐平;柱脚、牛腿的焊脚尺寸小于设计图纸的规定,角焊缝塌边现象严重,收弧处普遍低于母材,气孔较多;使用CO2焊的焊缝成形差,宽窄不一致,高低不一致,忽大忽小;手工焊焊缝不直,宽窄不一,咬边现象严重;焊渣飞溅未清除干净。4钻孔在钻孔方面,事前未很好会审图纸,在该开单排孔的地方,开了双排孔,结果未补孔就留存在构件上。定制生产厂家如柱与牛腿连接处的H型钢为双排孔,而大梁与次梁相同规格的H型钢为单排孔,但开孔时都开了双排孔,安装后影响了强度和外观质量。
东营h字体型钢注意事项:火焰矫正时加热温度不宜过高,过高会引起金属变脆、影响冲击韧性。16Mn在高温矫正时不可用水冷却,包括厚度或淬硬倾向较大的钢材。1.1翼缘板的角变形矫正H型钢柱、梁、撑角变形。在翼缘板上面(对准焊缝外)纵向线状加热(加热温度控制在650度以下),注意加热范围不超过两焊脚所控制的范围,所以不用水冷却。线状加热时要注意:(1)不应在同一位置反复加热;(2)加热过程中不要进行浇水。这两点是火焰矫正一般原则。1.2柱、梁、撑的上拱与下挠及弯曲一、在翼缘板上,对着纵长焊缝,由中间向两端作线状加热,即可矫正弯曲变形。为避免产生弯曲和扭曲变形,两条加热带要同步进行。可采取低温矫正或中温矫正法。这种方法有利于减少焊接内应力,但这种方法在纵向收缩的同时有较大的横向收缩,较难掌握。二、翼缘板上作线状加热,在腹板上作三角形加热。用这种方法矫正柱、梁、撑的弯曲变形,效果显著,横向线状加热宽度一般取20—90mm,板厚小时,加热宽度要窄一些,加热过程应由宽度中间向两边扩展。线状加热由两人同时操作进行,再分别加热三角形三角形的宽度不应超过板厚的2倍,三角形的底与对应的翼板上线状加热宽度相等。加热三角形从顶部开始,然后从中间向两侧扩展,一层层加热直到三角形的底为止。定制生产厂家加热腹板时温度不能太高,否则造成凹陷变形,很难修复。注:以上三角形加热方法同样适用于构件的旁弯矫正。加热时应采用中温矫正,浇水要少。




